雙合金屬工業股份有限公司
雙合鑫股份有限公司
碳鋼、低合金鋼的切削方法和組織的關係
| C % | 熱處理 | 組 織 | 車 削 | 成 形 | 鑽 孔 | 拉刀 加工 |
| 低碳 (0.08~0.30) | 壓延狀態 或正常化 | 肥粒鐵 + 層狀波來鐵 | 良 | 良 | 良 | 良 |
| 中碳 (0.30~0.50) | 壓延狀態 或正常化 | 肥粒鐵 + 層狀波來鐵 | 良 | 良 | 良 | 良 |
| 中碳 (0.30~0.50) | 球化退火 | 肥粒鐵 + 球狀波來鐵 | 不可 | 良 | 可 | 不可 |
| 中碳 (0.30~0.50) | 淬火回火 | 回火糙斑鐵 (高溫回火麻田散鐵) | 可 | 可 | 可 | 可 |
| 高碳 (0.50~0.80) | 退火 | 肥粒鐵 + 層狀波來鐵 | 可 | 不可 | 可 | 不可 |
| 高碳 (0.50~0.80) | 球化退火 | 肥粒鐵 + 球狀波來鐵 | 良 | 良 | 良 | 可 |
| 高碳 (0.50~0.80) | 淬火回火 | 回火糙斑鐵 (高溫回火麻田散鐵) | 良 | 可 | 可 | 良 |
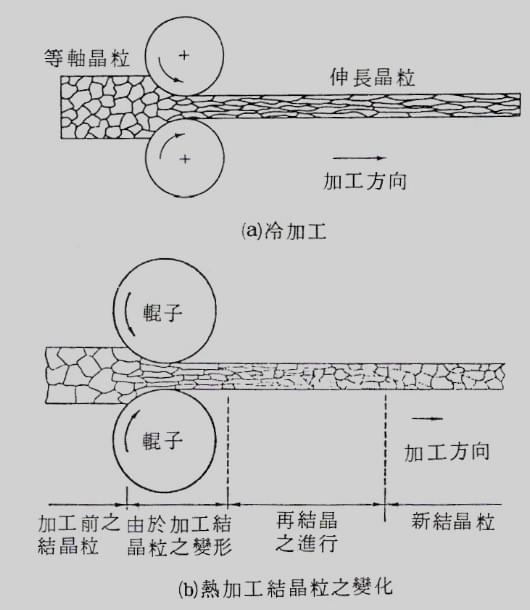
圖1. 冷加工、熱加工之比較
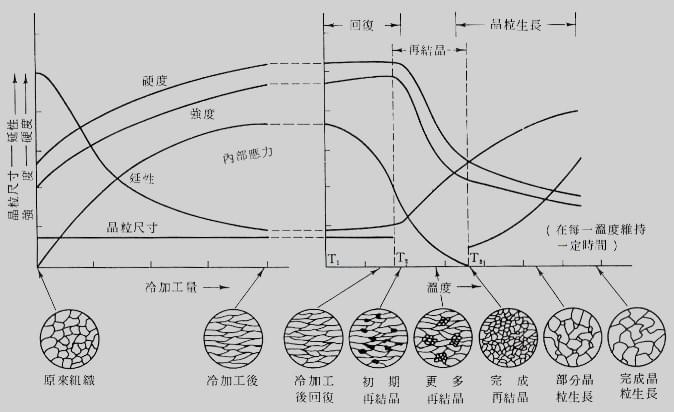
圖2. 冷加工--退火循環對機械性質及顯微組織之影響
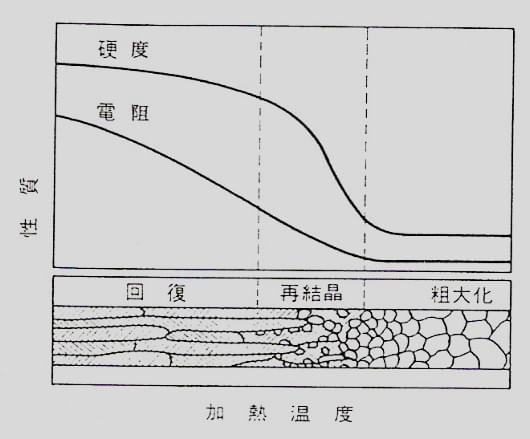
圖3. 加工後的金屬.因加熱其組織與性質之變化
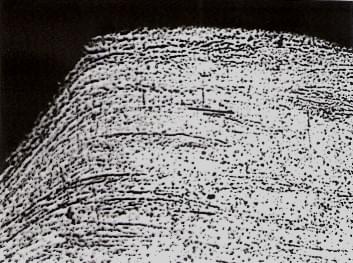
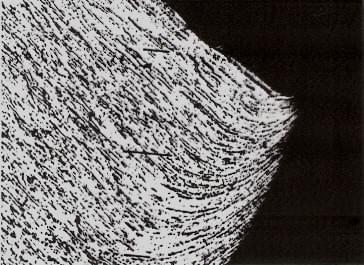
再結晶組織
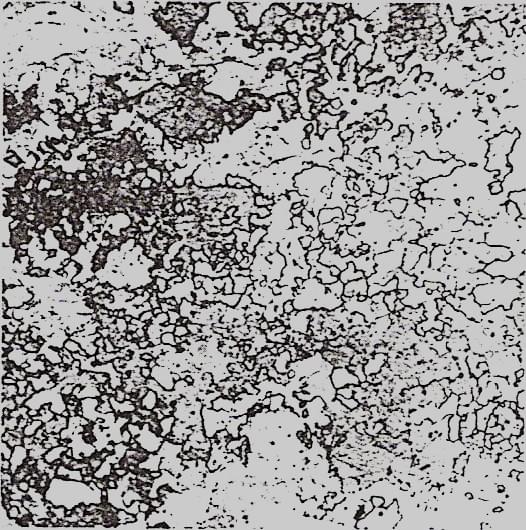
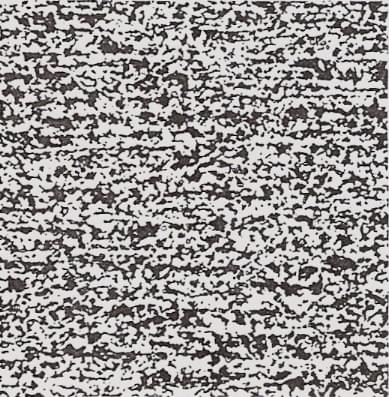
照片1. 純鐵 50% 常溫壓延後,退火550℃ x 1小時

照片2. 純鐵 50% 常溫壓延後,退火600℃ x 1小時
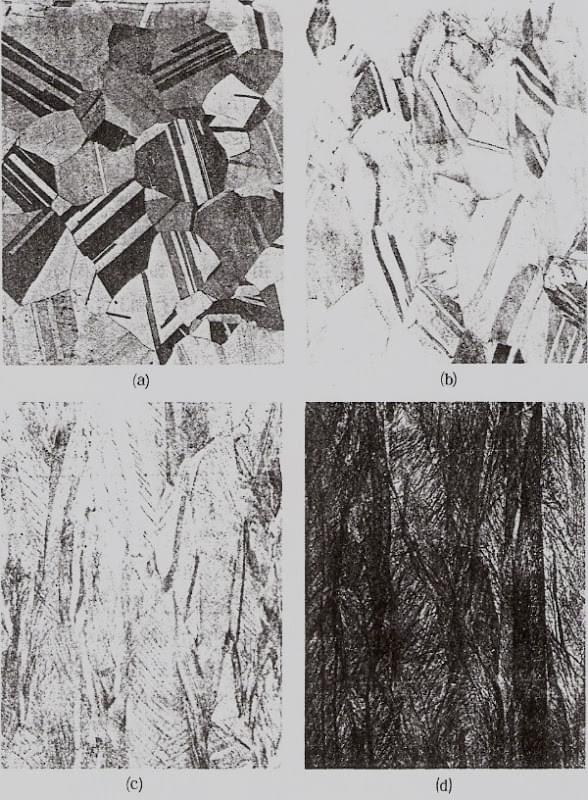
圖4. 冷加工後黃銅之纖維組織
a. 0% 冷加工 b. 31% 冷加工
c. 67% 冷加工 d. 82% 冷加工
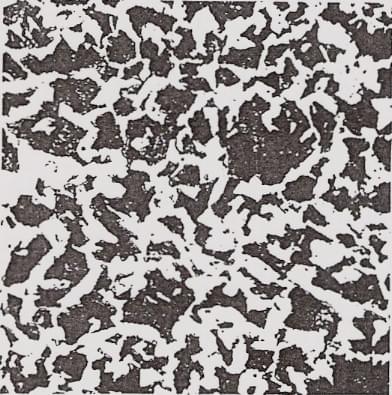
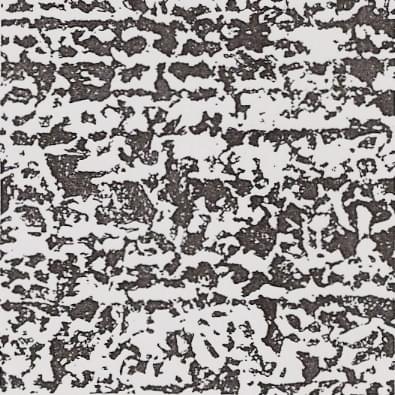
冷加工後,鋼料內部組織的不均勻性

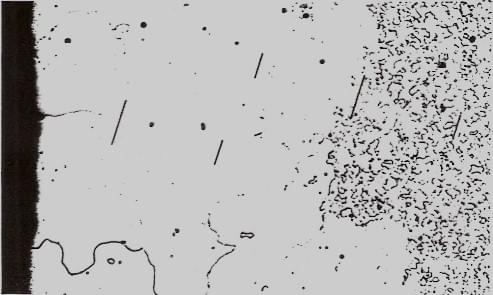
照片1. 觀察點1
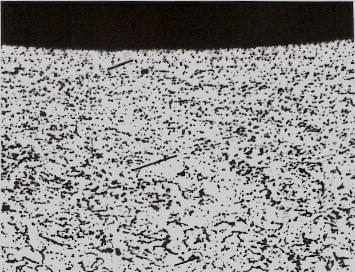
照片2. 觀察點2
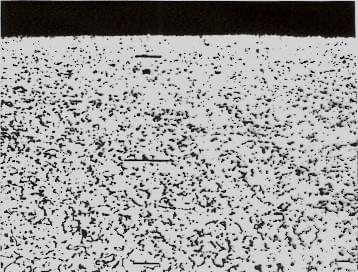
照片3. 觀察點3
照片4. 觀察點4
照片5. 觀察點5

照片6. 觀察點6
熱加工對鋼料晶粒大小的影響

照片1. 0.37%C 碳鋼(鑄造狀態)
照片2. 50% 熱壓延後的組織
照片3. 75% 熱壓延後的組織
照片4. 95% 熱壓延後的組織
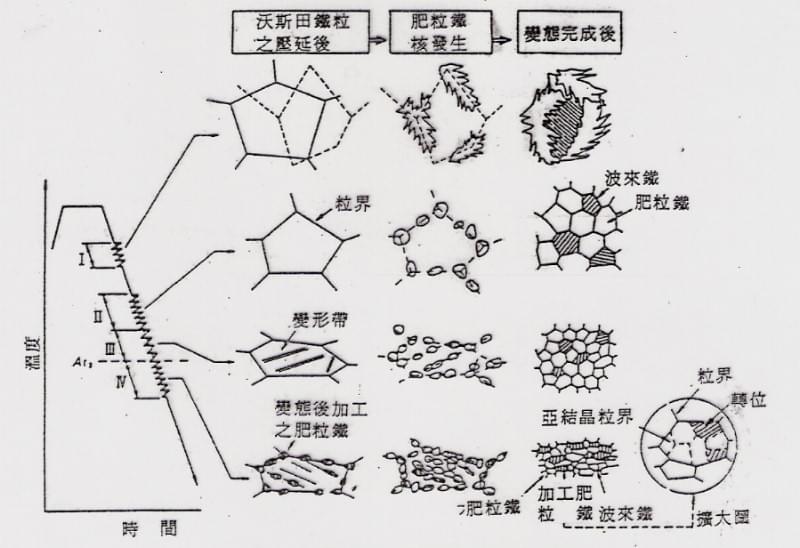
圖5. 各溫度領域之壓延後組織 (模式圖)



